парящий
Больше хорошей погоды !!!
- Откуда
- Ростов-на-Дону
Вот схема любимого осцилятора варит очень мягко .
Вложения
-
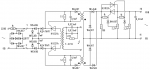 3,8 КБ Просмотры: 115
3,8 КБ Просмотры: 115
Вообще то подобное устройство называют стабилизатором горения дуги, хотя часто используется часть схемы осцилятора. На тех аппаратах, с которыми приходилось иметь дело, стабилизатор выдавал импульс около 300 В (разряжался конденсатор) в сварочную цепь через определённое время после перехода через ноль. Так же есть смысл сделать компенсатор постоянной составляющей.Он нужен для надежного поджога дуги на прямой и обратной полярности при переходе через 0
Спасибо за ссылку, действительно интересно. Но всё же я останусь при своём мнении, попробую объяснить. Фактически предлагается одно устройство, которое выполняет две функции. На старых аппаратах осцилятор выдавал напряжение больше 4 кВ , дуга зажигалась на бОльшем расстоянии, стабилизатор дуги в импульсе выдавал бОльший ток, дуга была стабильнее. Имел дело с подобным осцилятором на аппарате УДГУ-501 , очень не понравился, впрочем как и весь аппарат.сварку на этом форуме много чего полезного написано .
У нас на производстве при сварке переменным током электроды не затачивают (только для постоянки). Диаметр электрода подбирают под используемый сварочный ток.как следует очистить и заострить электрод
Даже опытные сварщики в стык алюминий без присадки не варят (у нас)Вторая: разбегающиеся края. Прижимать я пытался большой металлической прищепкой маленькие кусочки листа. Помогает, но не в 100% случаев. Наверное, когда края шва начинают разбегаться, надо сразу прекращать варить и подбивать, подгибать молотком. Все равно процесс нестабильный.
За китайский инвертор со "встроенным аргоном" ничего не скажете?Как он.Таскаю по чернушке,варит исключительно!Все прибамбасы для аргона в складе,аллюминий им не пробовал.В книжке написано прикрутил балон,горелку(на панели отдельный выход) и варите.Всенужен хотя бы полупрофессиональный аппарат и аппарат именно разработанный для этих целей,
 ,китайцы объяснениями не занимались.
,китайцы объяснениями не занимались.На сегодняшний день и сварочный рынок уже завален продукцией из поднебесной. Продукция делится на две группы как минимум - сделана в Китае и сделана из китайских комплектующих. Каждый этот класс можно разбить на подгруппы - 1-я комплектующие силовой схемы (как правило самая дорогая часть, основополагающая цены) просчитаны с запасом и прошли проверку на стенде и 2-я то что не прошло проверку и ли точнее прошло, но с "оговорками". Все эти детали без сомнения попадают на рынок, но по разной цене, разными путями и в разных аппаратах. За всё не скажу ничего, но за один из первой группы аппарат марки "WS" далее идут цифры которые обозначают максимальный заявленный ток сварки (по факту это как правило минус 10-20%), за цифрами буквы которые обозначают либо модификацию либо расширение возможностей. Так вот, аббревиатура "AC/DC" как раз и обозначает перемененный ток/ постоянный ток, то бишь возможность сваривать алюминий и его сплавы. "TIG" - ручная аргонодуговая сварка (РАД)За китайский инвертор со "встроенным аргоном" ничего не скажете?Как он.Таскаю по чернушке,варит исключительно!Все прибамбасы для аргона в складе,аллюминий им не пробовал.В книжке написано прикрутил балон,горелку(на панели отдельный выход) и варите.Все Ужас,китайцы объяснениями не занимались.
Спасибо,он и есть.История покупки такая же.Что снабженцу первое попало.Аппарат 2004г,брали 26т.р.менял только клемму.По поводу Вашего аппарата. Скорее всего у Вас действительно аргонник. Сзади должен быть штуцер под шланг. На него шланг, на шланг редуктор( на крайняк можно обычный кислородный, или углекислотный, и прежде чем открывать баллон, выкрутить барашек регулировки. Далее по четверти оборота добавлять до величины нужного расхода газа. ) Горелку, шланг с проводами кабелями и шлангом(который я так понимаю есть) подсоеденяем на передней панели аппарата, но клемму массы обязательно на +
Где-то 5-7 атм. выйдет?Расход вещь "по стольку-по скольку",увеличение подачи на качестве шва не скажется.Типа шлаковые и газовые включения,микропоры(как пемза)?. Далее по четверти оборота добавлять до величины нужного расхода газа
А бак все-таки герметично надо. Да, величина расхода вещь интересная. Почему, сейчас объясню. Но 5-7 атм (то есть атмосфер физических) - это мало-мало больше чем 5-7 кг/см[sup]2[/sup], а это много, почти столько выставляют на расход кислорода при кислородной резке. 15 лет назад я ещё не знал, что такое ротаметр, знал но не имел и расход определял таким способом. Горелку подносил на 2-3 см к шее (только не нужно удивляться или смеяться меня так учили) и по-тихонько закручивая барашек редуктора добиваешся обдува шеи так, как будь то тебе не сильно дуют на шею. Конечно весьма расплывчато, но тем не менее это так. Бытует мнение у новичков и не профессионалов, что чем больше тем лучше, не соглашусь и очень многих убедил в обратном на примерах. Попробую на словах. Во первых стоит напомнить, что для каждой работы свой инструмент. Так для каждого случая сварки, довольно широкого. конечно, своя настройка перед сваркой. Возьмём к примеру тонкий листовой алюминий( 1,5-2мм), пусть тот же АМг3(основные легирующие добавки-магний, кремний и марганец) прекрасно варится,без последствий.Где-то 5-7 атм. выйдет?Расход вещь "по стольку-по скольку",увеличение подачи на качестве шва не скажется.Типа шлаковые и газовые включения,микропоры(как пемза)?
Баки сам не варил.Только лестницы монтажные из труб,кронштейны и т.д.Там качество.. Круглые глазаА бак все-таки герметично надо.
Наверх
Автоген,сразу "спецтехнологию" вспомнил.Правда там так подробно не было.Спасибо!В этот момент, не любуемся долго, электрод отводим назад к краю ванны а проволокой касаемся поверхности ванны и сразу плавно, но быстро электрод на проволоку 1-2мм
Тут согласен,например бак изнутри потом никак не проваришь.Мне кажется делать отбартовку,как канистры,и все будет нормально.От сварки встык на алюминии такой толщины лучше уходить
Хорошее решение и ребро жёсткости не лишним будет.Тут согласен,например бак изнутри потом никак не проваришь.Мне кажется делать отбартовку,как канистры,и все будет нормально.
Еще в ПТУ нас так мастер училНа течь проверяю довольно простым способом
Конечно можно, в этом случае можно. Отбортовку можно сделать и вровень, но я всё таки очень советую за не имением присадочной проволоки нарубить на гильотине узкой лапши из этого же металла или как вариант нарезать ножницами шириной 2-2,5мм. Толще не желательно. После ножниц соответственно нужно раскручивать кольца. Я так поступаю если не удаётся подобрать присадочный материал под сварку титана, марок титана много. Иногда принесут не знают и что, варится по разному, трещит подлец.Не желательно конечно, но в некоторых случаях можно.Как вы думаете,если отбортовать кромку разной высоты(2-3мм)своим металлом не лучше будет?Проволоку не искать,на первую каплю и пошел до замка?И варить обратным ходом(как вертикаль).Подсоса не будет,давление на раздув металла не должно повлиять.
+100Иногда принесут не знают и что, варится по разному, трещит подлец